 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
Parametrarna för lasern skärmaskin är mycket viktiga. Det påverkar direkt kvaliteten och effekten av skärning. Så, hur ser man på dessa professionella prestandaparametrar när man köper en laserskärmaskin?
1. Påverkan av hjälplufttryck
I laserskärningsprocessen kan hjälplufttrycket blåsa bort slaggen under skärning och kyla den värmepåverkade skärningszonen. Hjälpgaser inkluderar syre, tryckluft, kväve och inerta gaser. För vissa metallmaterial och icke-metallmaterial används vanligtvis inert gas eller tryckluft, vilket kan förhindra att materialet brinner. Såsom skärning av aluminiumlegeringsmaterial. För de flesta metallmaterial används reaktiva gaser (som syre), eftersom syre kan oxidera metallytan och förbättra skäreffektiviteten. När hjälplufttrycket är för högt uppstår virvelströmmar på materialets yta, vilket försvagar förmågan att avlägsna smältan, vilket resulterar i en bredare slits och en grov skäryta; när lufttrycket är för lågt kan smältan inte blåsas bort helt och materialets nedre yta kommer att fästa vid ytan. avskum. Därför bör hjälpgastrycket justeras under skärning för att erhålla bästa skärkvalitet.
2. Effekten av laserkraft
Storleken på laserkraften har en avsevärd inverkan på skärhastighet, skärbredd, skärtjocklek och skärkvalitet. Mängden kraft som krävs bestäms av materialets egenskaper och skärmekanismen. Till exempel kräver material med god värmeledningsförmåga, hög smältpunkt och hög reflektivitet på skärytan högre lasereffekt. I allmänhet, under vissa andra förhållanden, finns det en laserkraft för att erhålla den bästa skärkvaliteten i laserskärningsprocessen. Ytterligare minskning eller ökning av effekten kommer att orsaka slagg eller överbränning, vilket kommer att leda till en minskning av bearbetningskvaliteten.
Dessutom, med ökningen av urladdningsspänningen, kommer laserns intensitet att öka på grund av ökningen av ingångstoppeffekten, så att fläckens diameter kommer att öka och slitsens bredd ökar i enlighet därmed; med ökningen av pulsbredden kommer laserns genomsnittliga effekt att öka. När frekvensen ökar kommer bredden på laserslitsen att öka; i allmänhet, med ökningen av pulsfrekvensen, kommer slitsen också att bli bredare. När frekvensen överstiger ett visst värde kommer spaltbredden att minska.
3. Effekten av skärhastighet
I laserskärningsprocessen har skärhastigheten en avsevärd inverkan på skärmaterialets kvalitet. Den ideala skärhastigheten kommer att göra att skärytan uppvisar en relativt jämn linje, och det kommer inte att finnas någon slagg i den nedre delen av materialet. När hjälpgastrycket och lasereffekten är konstanta visar skärhastigheten och spaltbredden ett olinjärt omvänt förhållande. När skärhastigheten är relativt låg förlängs verkanstiden för laserenergin i slitsen, vilket resulterar i en ökning av slitsens bredd. , När hastigheten är för långsam, är laserstrålens verkanstid för lång, skillnaden mellan den övre slitsen och den nedre slitsen på arbetsstycket kommer att vara mycket stor, skärkvaliteten kommer att minska och produktionseffektiviteten kommer att minska kraftigt . När skärhastigheten ökar, blir verkanstiden för laserstråleenergin på arbetsstycket kortare, så att värmediffusionen och värmeledningseffekterna blir mindre, och skärets bredd blir motsvarande mindre. När hastigheten är för hög kommer arbetsstyckets material som ska skäras inte att skäras igenom på grund av otillräcklig skärvärmetillförsel. Detta fenomen hör till ofullständig skärning, och det smälta materialet kan inte blåsas av i tid. Dessa smältor kommer att göra att skäret svetsas om.
4. Inverkan av fokusposition
Fokuspositionen är avståndet från laserfokus till arbetsstyckets yta, vilket direkt påverkar skärytans grovhet, slitsens lutning och bredd och vidhäftningen av den smälta återstoden. Om fokusläget är för avancerat ökar värmen som absorberas av den nedre änden av arbetsstycket som ska skäras. Under tillstånd av konstant skärhastighet och hjälplufttryck kommer materialet som ska skäras och det smälta materialet nära slitsen att flyta på den nedre ytan i flytande tillstånd. Efter kylning kommer det smälta materialet att fästa vid den nedre ytan av arbetsstycket i en sfärisk form; om läget släpar efter kommer värmen som absorberas av den nedre ändytan av materialet som ska skäras att minska, så att materialet i skärsömmen inte kan smältas helt. Vissa vassa och korta rester kommer att fästa på ytan. Under normala omständigheter bör fokuspositionen vara på ytan av arbetsstycket eller något lägre, men olika material har olika krav. Vid skärning av kolstål är skärkvaliteten bättre när fokus ligger på plattans yta; och vid skärning av rostfritt stål bör fokus ligga på plåtens tjocklek. Effekten blir bättre när den är ca 1/2,
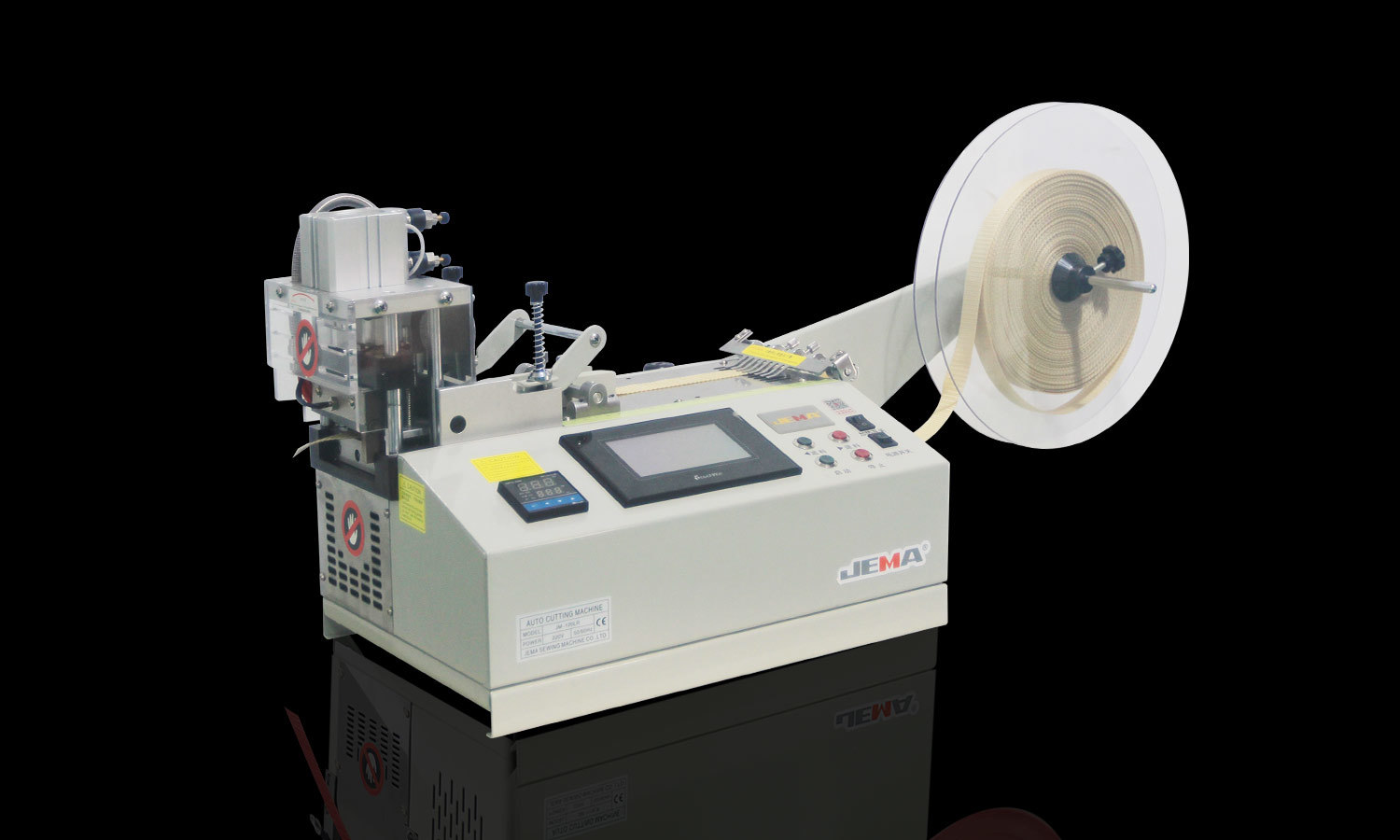
Datoriserad tejpskärmaskin (kall och varm infraröd) JM-120HLR
Helautomatisk kapning, enkel manövrering, brett användningsområde och hög skärkvalitet. Funktioner hög hastighet: Den kan skära 70 ~ 90 bi...
Se denna produktserie
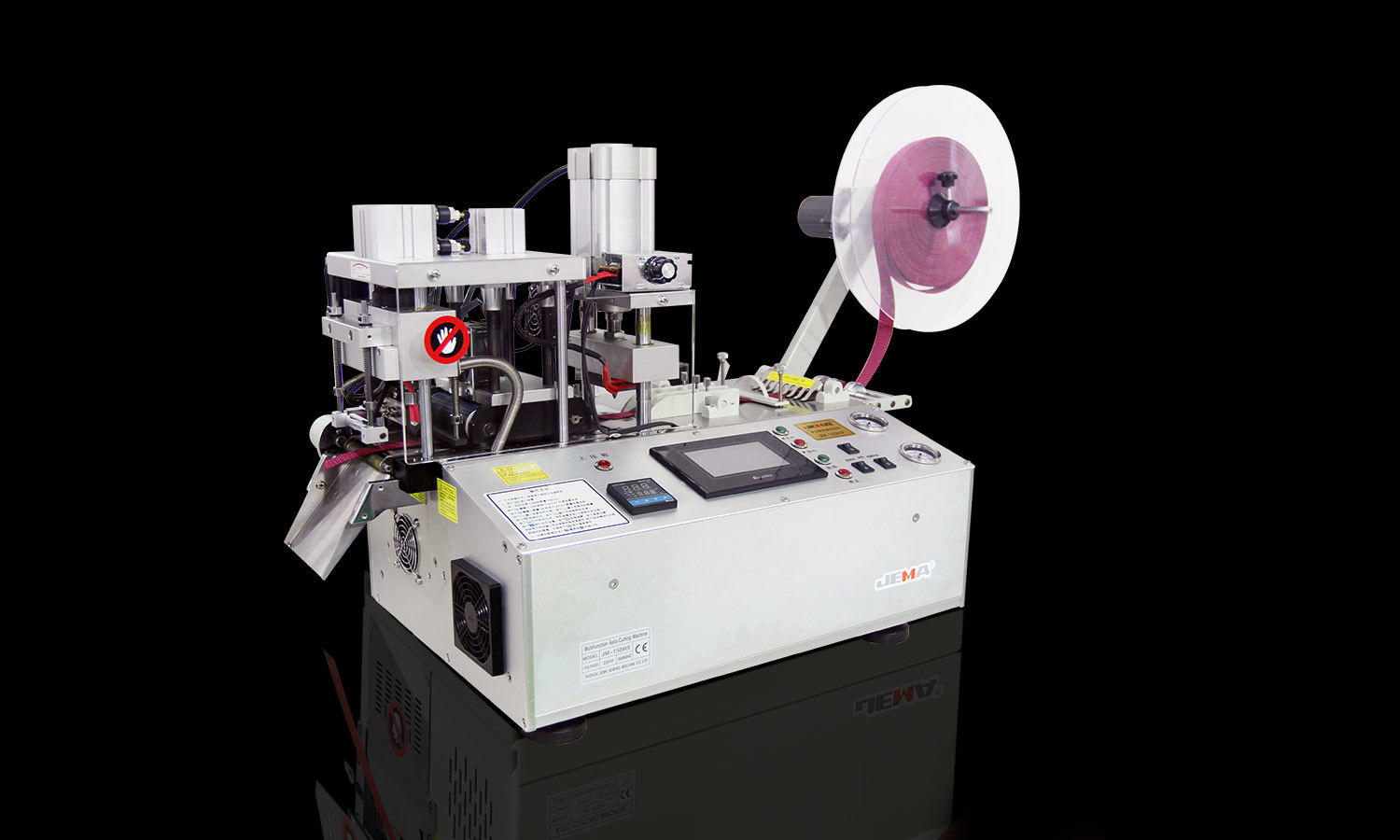
Multifunktionell datoriserad tejpskärmaskin (hörn) JM-150HX
Helautomatisk skärning, enkel hantering, brett användningsområde, hög skärkvalitet, slät skäryta, ingen lös tråd. Funktioner hög hastighet ...
Se denna produktserie
Vilka faktorer påverkar skärkvaliteten hos laserskärmaskiner?
PREV:Hur väljer man en högkvalitativ laserskärmaskin?NEXT:Vilka är fördelarna med ultraljudsskärmaskin?
Rekommenderade produkter
-
 JM-110R")
Datoriserad tejpskärmaskin (rundt hörn) JM-110R
Helautomatisk kapning, enkel manövrering, brett användningsområde och hög skärkvalitet. Den kan s...
-
 distributionsbandanordning JM-120H / 300M")
Datoriserad tejpskärningsmaskin (varm kniv) distributionsbandanordning JM-120H / 300M
Helautomatisk kapning, enkel manövrering, brett användningsområde och hög skärkvalitet. F...
-
.png?imageView2/2/w/500/h/500/format/jp2/q/100 "Multifunktionell datoriserad tejpskärningsmaskin (kallkniv) JM-150L")
Multifunktionell datoriserad tejpskärningsmaskin (kallkniv) JM-150L
Helautomatisk skärning är enkel att använda, har ett brett användningsområde, hög skärkvalitet, s...
-

Automatisk knappmatare JM-988
Funktioner: 1. Funktion för mätning av bredd och tjocklek med en knapp: När du byter...
24 år som specialiserat sig på produktion av olika skärmaskiner.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Anpassade tillverkare av skärmaskiner för elastisk tejp
